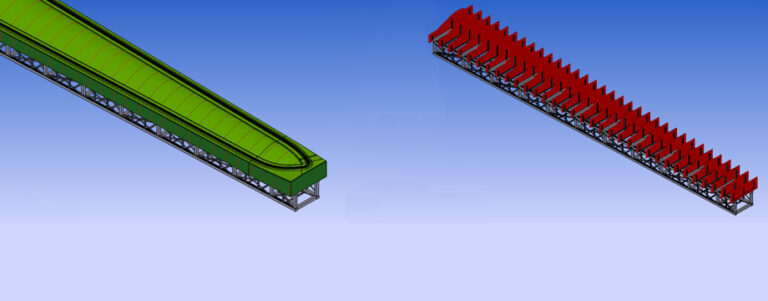
Knierims erfahrene Techniker konstruieren die Stahluntergestelle auf Basis der vom Kunden gelieferten Daten für das Urmodell oder die Bauform.
Die Stahlunterkonstruktion wird zunächst mit Sperrholz belegt und dann mit einem Laminat aus mehreren Schichten E-Glas und Epoxidharz überzogen. Danach wird 50mm dickes gewürfeltes Balsaholz und/oder PVC-Schaum aufgebracht und unter Vakuum verklebt. Dieses Kernmaterial wird in Form gefräst und überlaminiert. Jetzt kann auf Wunsch ein Vakuumtest durchgeführt werden.